Как сделать самому трубогиб для профильной трубы. Как сделать трубогиб своими руками для профильной трубы. Как изготовить гидравлический гибочный станок
Довольно часто при изготовлении теплиц, парников, арок, ограждений, душевых кабин, металлической каркасной мебели и других конструкций применяются холоднокатаные профильные трубы, которые необходимо изогнуть. Решить такую проблему можно с помощью специального трубогиба, который хорошо справится с созданием изгиба труб. Однако приобрести фабричный вариант такого инструмента сможет не каждый. Поэтому домашние умельцы, да и многие профессионалы изготавливают трубогибы своими руками. Для этого нужно воспользоваться советами, изучить чертеж конструкции и посмотреть видеоинструкцию.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов , которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
 При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие , с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
 При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
 Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор , в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять , тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.
Как сделать трубогиб с прижимным роликом?
 Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Материал для основания такого трубогиба выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берется плотная фанера или лист металла.
Держатель для прижимного и центрального ролика (шаблона) можно сделать из металлической заготовки П-образной формы. Он должен свободно вращаться вокруг прикрепленного к основанию центрального ролика. К держателю крепится рычаг в виде длинной ручки , а на основание – упор.
Для небольших заготовок можно своими руками выполнить прижимной трубогиб на два разных радиуса изгиба. Для этого шаблон нужно сделать с закругленными углами , каждый из которых должен иметь свой радиус. Ручка такого инструмента должна иметь два отверстия, с помощью которых ее можно снимать и устанавливать на другое место.
Гидравлический станок для гибки профильных труб
 Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.

Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.
Необходимость в надежном и простом устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с металлом. Каркас для беседки, навес для автомобиля, садовая скамейка, верстак…
Эти и многие другие конструкции получаются прочными и красивыми, если профильный металл для них аккуратно согнут на специальном профилегибе.
Покупке готового станка всегда есть экономичная альтернатива, поскольку сделать трубогиб для профильной трубы своими руками можно в домашней мастерской. Перед тем, как в тисках будет зажата первая заготовка, мы предлагаем вам познакомиться с принципом работы и существующими разновидностями самодельных трубогибов.
Как работает трубогиб?
Принцип действия данного приспособления прост: между тремя опорными валами помещают профильную трубу. Центральный вал создает давление, сгибающее металл под нужным углом.
Для загиба трубы на одном локальном участке используют точечный станок.

Профильная труба, согнутая на точечном устройстве
Если нужно получить арочный профиль, то применяют прокатный гибочный станок, совмещающий загиб металла с протяжкой.

Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).

Точечный механический трубогиб

Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.

Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Видео про устройство станка с электродвигателем:
Как сделать гибочный станок своими руками?
Основной принцип, которым нужно руководствоваться при разработке чертежа самодельного трубогиба – максимальная простота конструкции и надежность.
Вариант 1
Станок для точечного гнутья можно собрать из двух кусков швеллера, четырех уголков и двух обрезков пальцев от тракторных гусениц.
Сгибание трубы в нем выполняет стандартный гидравлический домкрат усилием не менее 5 тонн. На его рабочий шток устанавливается стальной «башмак». Его можно заказать у токаря или сделать самому из старого шкива, ширина «ручейка» у которого равна ширине профильной трубы. Отрезав половинку от шкива и высверлив в нем посадочное гнездо для штока домкрата, получают гидравлический приводной механизм.

Станина самодельного устройства состоит из четырех уголков (полка 60-80 мм), приваренных к стальной плите. К верхним торцам уголков параллельно приваривают два швеллера. В их стенках симметрично высверливают отверстия для регулирования угла загиба заготовки.
В рабочее положение ручной станок для гибки профильной трубы приводится очень просто:
- В отверстия на швеллере вставляют два стальных пальца и насаживают на них ролики-упоры.
- Домкрат с башмаком поднимают так, чтобы между ним и упорами прошла профильная труба.
- Установив трубу, работают ручкой домкрата, создавая изгибающее усилие.
Видео сборки и работы точечного трубогиба:
Вариант 2
Прокатный ручной трубогиб для профильной трубы также вполне реально соорудить своими силами. Для его изготовления потребуется 2 погонных метра швеллера (высота стенки 15-20 см), из которого нарезают основание и стойки.
Для изготовления вальцов берут шесть коротких обрезков стальной трубы. Она будет выполнять роль обоймы для подшипников. Поэтому ее внутренний диаметр должен быть равен внешнему диаметру подшипника. Заказав у токаря три вала для насаживания гибочных вальцов, приступают к сварке станины.
У рассматриваемого станка роль направляющей, задающей угол загиба профиля, играет крайняя правая опора. Она монтируется на швеллере, шарнирно связанном с основной станиной при помощи обычных дверных петель. Домкрат рабочим штоком упирается в поворотную платформу и поднимает ее.
Вращением рукоятки, насаженной на вал промежуточного упора, профиль протягивают через станок.

Регулировать радиус загиба профиля можно не только наклоном поворотного швеллера, но и крайними вальцами. Для этого их не приваривают намертво к станине, а делают сдвижными (сверлят отверстия в швеллере и опорных пластинах).
Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный.



Видео по изготовлению прокатного трубогиба:
На строительных рынках представлено множество моделей промышленных трубогибов, однако покупать профессиональный инструмент для того чтобы погнуть две-три трубы едва ли имеет смысл. А вот изготовить этот нехитрый инструмент свoими руками и использовать его в домашнем хозяйстве вполне по силам кажому человеку, имеющими определенные технические навыки.
Применение трубогибов
Трубы были и есть одним из наиболее востребованных строительных материалов, находящих применение как в домашнем хозяйстве, так и в промышленности и строительстве. Помимо применения при монтаже водопроводов и газопроводов, трубы используются и для изготовления изгородей, тепличных конструкций, беседок, навесов, садовой мебели и др. Таким образом, наличие трубогиба в домашнем хозяйстве никогда не будет излишним.
Зачастую для изготовления различных конструкций из труб необходимо согнуть профильные трубы по радиусу. Для этих целей и применяется трубогиб, позволяющий гнуть трубы до угла 180 градусов. Трубогибы позволяют легко и аккуратно изменить конфигурацию труб из различных материалов – алюминия, металлопластика, нержавейки. Изгиб производится по требуемой форме и размерам.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Приступаем к изготовлению
Несмотря на кажущуюся простоту процесса, гибка труб требует довольно серьезного подхода, так как при неправильно подобранном инструменте возможны различные дефекты и деформации, приводящие к уменьшению пропускной способности труб и снижению их прочностных характеристик.
Поэтому подбор инструмента осуществляется с учетом совместимости характеристик трубы и принципа работы инструмента.
Трубы, изготовленные из разного материала, имеющие разный диаметр и разную толщину стенок, имеют определенный минимальный радиус изгиба. Для его определения применяется следующая таблица:
Безусловно, гнуть трубы можно и с меньшим радиусом, но следует учитывать, что при этом снизится качество их изгиба.
Теперь поговорим о самостоятельном изготовлении трубогибов и рассмотрим несколько конструкций подобных инструментов.
Наиболее просто согнуть трубу с использованием специального шаблона. Необходимо отметить, что подобный способ позволяет сгибать не только алюминиевые, но и стальные трубы.

Для изготовления шаблона нам потребуются деревянные доски толщиной чуть превышающей диаметр сгибаемой трубы. Для того чтобы в процессе работы труба не выскользнула из шаблона, доски выпиливаются с определенным наклоном.
Скрепленные между собой доски необходимо зафиксировать на столе или на другом удобном основании. Помимо шаблона здесь же следует на определенном расстоянии закрепить упор, удерживающий сгибаемую трубу. Простейшая модель трубогиба готова.

Конец сгибаемый трубы вставляется в пространство между зафиксированным шаблоном и упором. Взяв трубу за противоположный конец, необходимо плавными движениями согнуть изделие. Для облегчения процесса можно применить рычаг, вставив в трубу прочный арматурный стержень или надеть на сгибаемое изделие трубу большего диаметр.
Следует избегать попыток изгиба трубы по центру шаблона, так как это не только требует значительных усилий, но и может привести к поломке трубы.
Аналогичный шаблон можно сделать также из металлических крючков, закрепленных на листе фанеры по соответствующей линии изгиба. Преимуществом подобной конструкции является возможность регулирования линии изгиба путем переставления крючков.

Простейшие трубогибы позволяют гнуть не только тонкостенные гибкие трубы, но и толстостенные изделия. Для этого следует применять ручную лебедку.

С применением подобной конструкции можно сгибать даже мощные профильные трубы. Однако для этих целей при выпиливании деревянного шаблона не следует делать скоса, а трубу необходимо зафиксировать сразу несколькими ограничителями.
В различных мастерских нередко можно встретить трубогибы, имеющие подобную конструкцию:
Его можно изготовить самостоятельно. В процессе изготовления подобного трубогиба наиболее проблематичным является подбор или изготовление необходимых шаблонов и роликов, так как от обхвата трубы зависит качество изгиба.
В случае если инструмент предназначен для работы с гибкими трубами, стальные ролики и шаблоны можно заменить на аналогичные детали, изготовленные из твердых пород древесины.
Ролики можно выточить на токарном станке. Также, ролик можно вырезать лобзиком. Для этого из твердой фанеры выпиливаются круги разного диаметра с наклоном в необходимую сторону, которые затем скрепляются в единую деталь. В завершение ролик следует обработать наждачной бумагой. Для придания большей прочности изделию, его следует укрепить металлическими пластинами.

Для получения большого радиуса изгиба оптимально применение прокатных трубогибов. Эти инструменты, как и вышеописанные, не отличаются сложностью конструкции.
Вообще, уровень сложности конструкции прокатных трубогибов, во многом, зависит от материала сгибаемых труб.
Если инструмент необходим для работы с гибкими трубами, его рабочие поверхности можно изготовить из дерева. Так как деревянные детали довольно просты в изготовлении и не требуют больших расходов, их можно без проблем заменять при износе.
В случае если деревянные детали окажутся неэффективны в работе, их можно заменить на металлические. Рассмотрим несколько конструкций самодельных прокатных трубогибов.

Как видим, этот инструмент изготовлен преимущественно из деревянных деталей. Ролики в рассматриваемой модели изготовлены из полиуретана, однако, их также можно сделать из дерева. Т
акже в качестве роликов можно применить и подшипники. Однако в этом случае потребуется заклинить прижимной подшипник так, чтобы он не прокручивался.
От расстояния между роликами трубогиба зависят его технические характристики. Чем больше расстояние между роликами, тем меньше усилий потребуется для прогиба и прогона трубы. Однако в этом случае обеспечивается минимальный радиус изгиба, и значительный участок трубы вообще не подвергается изгибу.
Для того чтобы изготовить более универсальный инструмент, на стадии проектирования следует предусмотреть возможность установки боковых роликов в различных положениях.
По бокам необходимо закрепить стальные фиксаторы, удерживающие трубу в определенном положении перпендикулярно осям роликов. В противном случае труба начнет сгибаться по спирали.
 Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Плавно затягивая прижимной ролик устройства, сгибаемая труба прокатывается сквозь трубогиб. При прокате на каждые пол-оборота фиксирующей металлической полосы проделывается прогон трубы.
При изгибе небольшого радиуса потребуется сделать от 50 до 100 прогонов. Для того чтобы окружность изгиба не подвергалась деформации, необходимо прокатывать трубу с одинаковой скоростью. В случае если на поверхности трубы имеется сварной шов, необходимо проконтролировать, чтобы шов при прокате постоянно находился с одной стороны.
Самодельный трубогиб для профильной трубы
Скоро весна, скоро грачи и недостроенная теплица вот уже который год). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
Сам трубогиб:

Немного процесса изготовления:

Ну и когда мы уже имеем представление о конструкции сами чертежи:

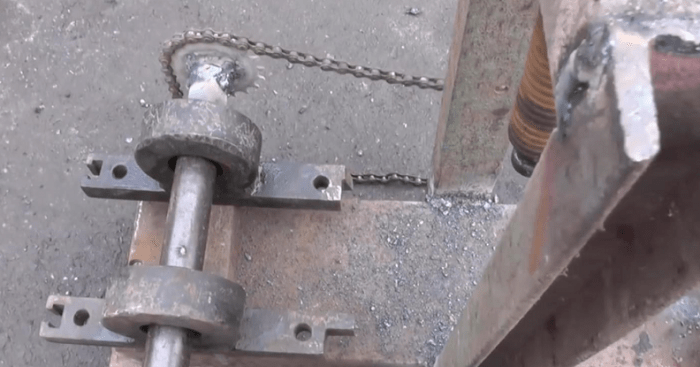
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция.
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.

Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.


Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.

Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
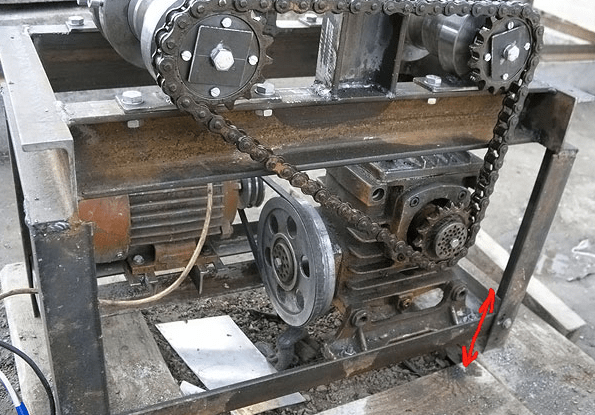
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.

Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.

Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.

При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.





